The mud recycling system applications are widely used for international construction projects of HDD & TBM. We introduced some of the typical case study:
Project 1: China-Russia gas pipeline project,
CHINA PETROLEUM PIPELINE BUREAU China-Russia gas pipeline Trenchless mud recycling and cleaning system, there are 5 sets of mud recycling system working for the China-Russia gas pipeline project. The technical configuration of the mud cleaning system:
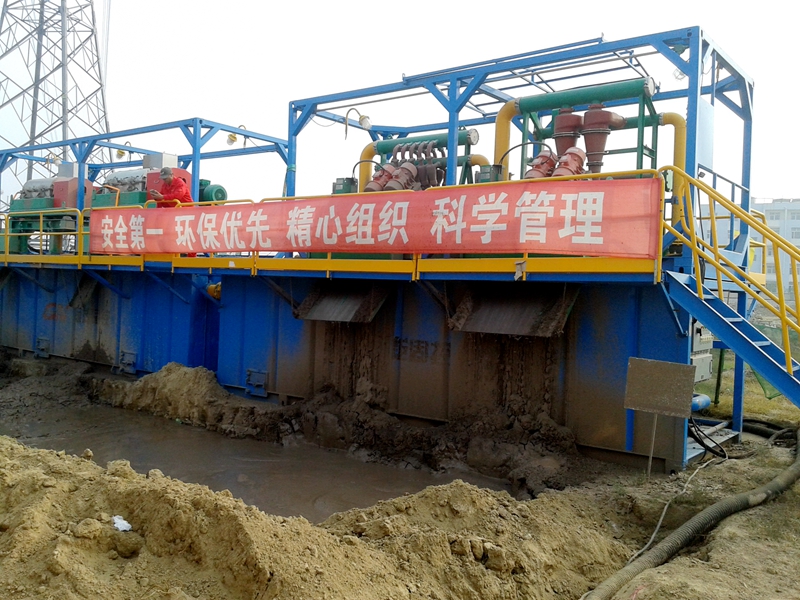
5 sets of 500 GPM HDD mud recycling system, include 5 sets of desander mud cleaner, 5 sets of desilter mud cleaner, 10 sets of drilling mud centrifuge, 5 sets of mud tanks. The working process is as below:
The centrifugal pump #1 feed the slurry from mud pit to desander cone, the discharged solids from desander cone dropped on the shaker screen to recovery more useful fluids, the dry solids are separated out. The fluids flow to mud tank through fluids discharge line. The centrifugal pump #2 feed the slurry from desander compartment to desilter cone, the separated solids from desilter cone dropped on the shaker screen to recovery drilling fluids, the dry solids are separated. The fluids flow to desilter compartment. The centrifugal pump #3 feed the clean fluids to decanter centrifuge to separate the fine solids and storage in the centrifuge tank.
Project 2: Hong Kong Airport

Hong Kong Airport 5.2 KM Aviation fuel Pipeline HDD Trenchless mud recycling system. The HDD mud cleaning system treating capacity is 1500gpm, including 2 sets of shale shaker GNZS703, 1 set of mud cleaner GNZJ703E-3S16N, 1 unit of mud tank, 2 sets of centrifugal pump and screw conveyor. The screw conveyor transfer the discharged solids continuously out and drop down from the discharge port.
GN solids control can design and produce customized mud recycling system for different HDD, CBM, TBM and pipling projects, welcome to contact with our sales engineer.